7*24小时服务热线:
0523-83768216

为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U型、X型等。
坡口的几何尺寸

(1)坡口面
待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度
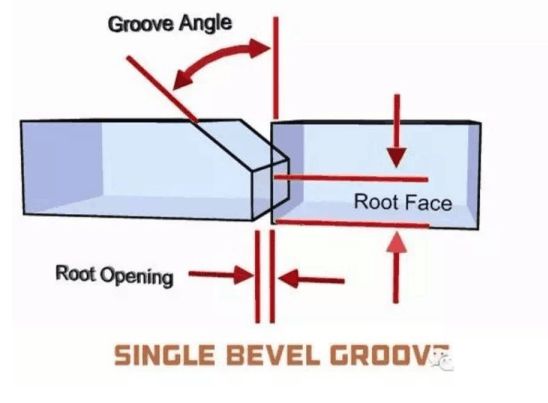
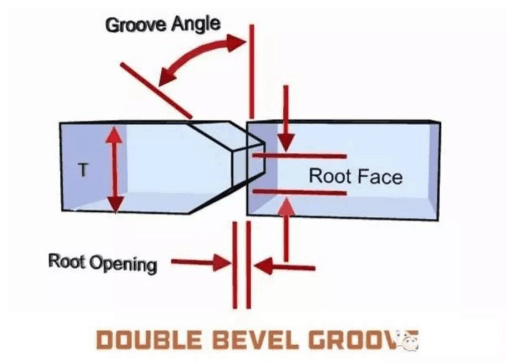
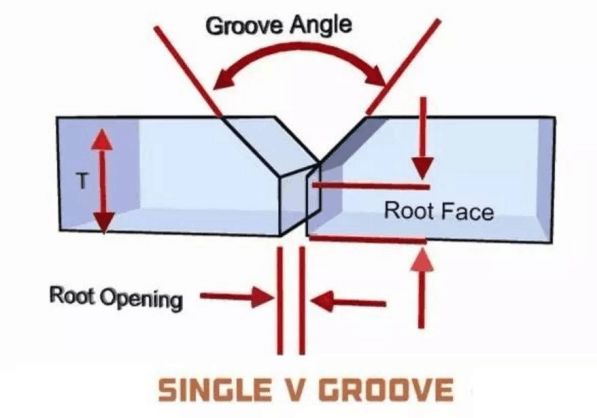
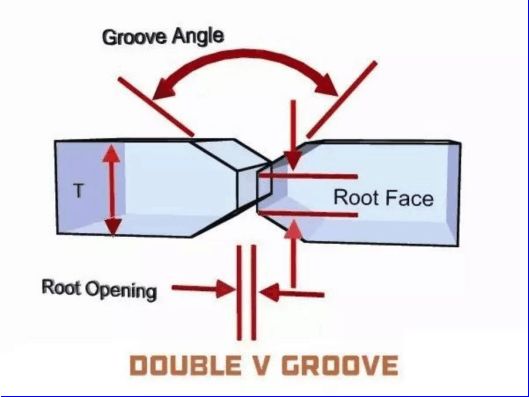
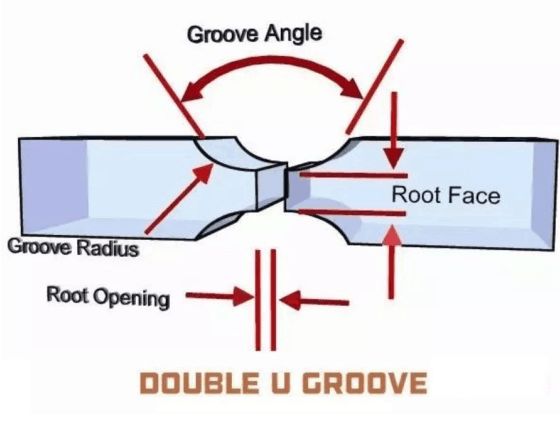
待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度。
(3)根部间隙
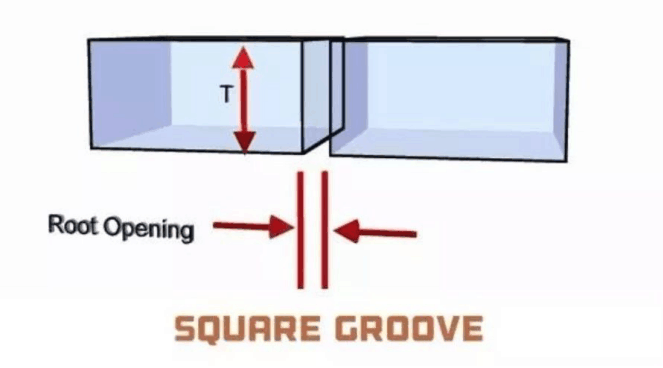
焊前在接头根部之间预留的空隙叫根部间隙。其作用在于打底焊时能保证根部焊透。根部间隙又叫装配间隙。
(4)钝边
焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边。钝边的作用是防止根部烧穿。
(5)根部半径
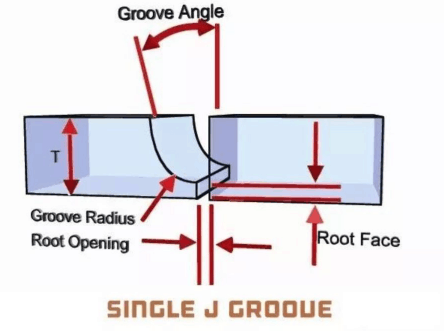
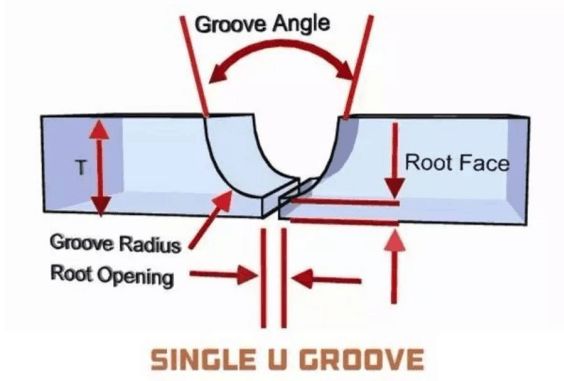
在J形 U形坡口底部的圆角半径叫根部半径。它的作用是增大坡口根部的空间,以便焊透根部。
常见坡口形式
带钝边单边V型坡口
K型坡口
I型坡口
V型坡口
J型坡口
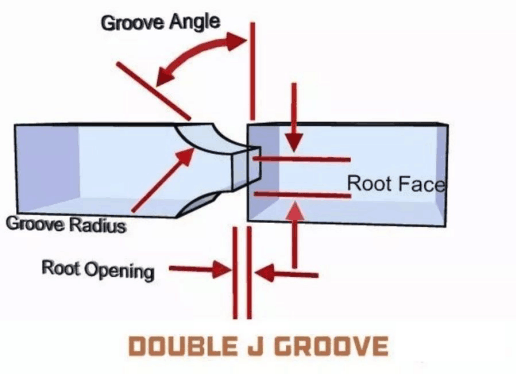
J型坡口
开坡口的主要作用是为了保证焊缝根部焊透,使焊接热源能深入接头根部,以保证接头质量。同时坡口还能起到调节基本金属与填充金属比例的作用。
